

Solid Carbide 2D and 3D Carving Straight Ball Nose (Conical Ball) Zirconium Nitride (ZrN) Coated Router Bits
46479 Metric CNC 2D and 3D Carving 0.10 Deg Straight Angle Ball Tip x 6mm Dia x 3mm Radius x 38mm x 6mm Shank x 75mm Long x 2 Flute Solid Carbide ZrN Coated Router Bit
#46479
| (a°) Angle | 0.10° |
|---|---|
| (D) Diameter | 6mm |
| (R) Radius | (3mm) |
| (B) Cutting Height | 38mm |
| (d) Shank | 6mm |
| Overall Length (L) | 75mm |
| Type | Ball Nose, ZrN |
| Flutes | 2 |


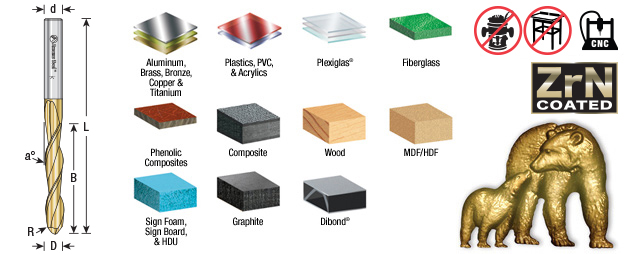



Specially designed for 2D and 3D CNC profiling and carving in plastic, aluminum & wood with CNC machines. The high-shear ball nose tips cut smooth 2D and 3D contours with reduced stepping while the proprietary ZrN coating (applied by the physical vapor deposition coating process) provides high resistance to wear, sharper cutting edges, extended tool life and less friction and heat buildup. Some of Amana Tool carving tools, as you can appreciate have a very small diameter therefore any material chip-loads need to reflect that small size. It can however withstand RPM’s up to 60,000 RPMs. A directed air-blast to keep chips away along with cooling the tool and work piece are always welcome.
Tools are manufactured with high balance that allows them to run up to 60,000 RPMs. Adjust your chip load and feed rate accordingly.
Applications:
- A perfect bit for 3D carving
- Precision 2D and 3D large scale carving
- Great for deep profiling
- Dimensional signage
- 3D millwork
- 2D and 3D contouring, profiling, modeling and pattern making for cabinetry, sign making, furniture making and jewelry mold making
- Perfect for model-makers on large 3D milling profiles in abrasive EPS foam and other materials
Excellent for cutting:
- Acrylonitrile-Butadiene-Styrene (ABS)
- Acrylic
- Acrylic Stone
- Aluminum
- Brass
- Bronze
- Composite
- Copper
- Corian
- Coroplast®*
- Dibond®
- Ethafoam***
- Ethylene-vinyl Acetate Foam (EVA)
- Expanded Polypropylene (EPP)**
- Expanded Polystyrene Foam (EPS)
- Extruded Polystyrene Foam (XPS)
- Fiberglass
- Fiberglass PCB Board
- Foam Board
- Graphite
- High Density Polyethylene (HDPE)
- High Density Urethane (HDU)
- 20lbs High Density Urethane
- Ice
- Lexan™
- MDF/HDF
- Non-Ferrous Metals
- PALFOAM™
- Phenolics
- Phenolic Composites
- Plastics
- Poly (methyl methacrylate) (PMMA)
- Polyethylene Foam***
- Polylam***
- Polyurethane Foam
- PVC
- PVC Foam Board
- Sign Board
- Sign Foam
- Titanium
- Tooling Board
- Wood
- XPE (Cross Linked Polyethylene) Foam
*A soft plastic cardboard made with super soft, super flexible PVC.
**Expanded polypropylene (EPP) is a foam form of polypropylene.
***Ethafoam, Polyethylene, and Polylam are durable, flexible, closed-cell foams with excellent memory.
Benefits of Zirconium Nitride (ZrN) Coating
- Creates a harder and tougher cutting edge allows for a prolonged cutting edge life and helps to prevent the build-up of material in the flutes while cutting
- Have the tendency to run/spin much faster than an uncoated tool
- Optimized flute geometry and low Total Indicated Runout (TIR) guarantees clean cuts, essentially eliminates sanding and reduces chatter (where the machine or work piece vibrates) under high chip loads (when used with low TIR spindles)
- High flute volume supports high feed rates and chip loads
- High aspect ratio for single pass deep-reach cutting
- Flute geometry optimized for cutting sign foam, sign board, hardwoods, thermoplastics and phenolic composites
Milling Plastics:
In a milling application, all plastics tend to behave differently so attention must be paid first and foremost to heat input, as that greatly impacts surface finish and chip control.
Suggested starting spindle speed might be 18,000 RPM, there needs to be some experimenting on the part of the programmer to best find an acceptable finish.
![]()
![]()
Vectric and Fusion 360 compatible tool files for 46479 available for download, click here.
ZrN Coated 2D/3D Carving Solid Carbide CNC Router Bits Speed and Feed Chart
 Download PDF
Download PDF
Product Questions
OTHER SIZES AVAILABLE
