

Solid Carbide Spiral 'O' Flute Plastic Cutting Down-Cut CNC Router Bits
51510 Solid Carbide CNC Spiral 'O' Flute, Plastic Cutting 1/8 Dia x 1/2 x 1/8 Shank Down-Cut
#51510
| Direction | Down-Cut |
|---|---|
| (D) Diameter | 1/8 |
| (B) Cutting Height | 1/2 |
| (d) Shank | 1/8 |
| Overall Length (L) | 2 |
| Flutes | 1 |


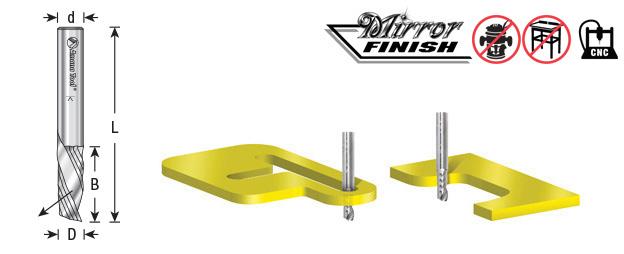




Produce super clean, smooth cuts especially in acrylic materials (Plexiglas® Lucite®) other plastics and wood. Bits are made according to strict tolerances from an exclusive carbide grade and polished to a mirror finish using Amana’s unique process. Designed to eject chips down. Ideal for industrial applications and CNC machines. Left hand helix left hand cut.
Excellent for cutting:
- Plastic/Acrylic
- Acetal and Nylon
- Acrylic Stone
- Acrylonitrile Butadiene Styrene (ABS)
- Aluminum Composite Material (ACM)
- Alupanel®
- Corian
- Coroplast®**
- Corrugated Plastics* such as Correx Boards and Polypropylene
- Crosslinked Polyethylene (XPE, PEX, XLPE)
- Delrin
- Dibond®
- Epoxy
- Expanded PVC
- Extruded Acrylic
- Foam Board
- Fomex®
- Gatorfoam®***
- Hard Plastic
- High Density Polyethylene (HDPE)
- High Density Urethane (HDU Board)
- High Impact Polystyrene (HIPS)
- High Impact Polystyrene (HIPS) for digital printing
- High Pressure Laminates (HPL)
- Hydroxy-Terminated Polyether (HTPE)
- King ColorCore® The Multi-Color Engravable Polymer Sheet.
- Laminate
- Low Density Polyethylene (LDPE)
- LubX®
- Lucite®
- Mechanical/Engineered Plastics
- Perspex® Cast Acrylic Sheet
- Plexiglas®
- Poly (methyl methacrylate) (PMMA)
- Polycarbonate (Lexan™)†
- Polyethylene Terephthalate Glycol-Modified (PETG / PET-G)
- Polyoxymethylene (POM), also known as Acetal, Polyacetal and Polyformaldehyde.
- Polystyrene (PS)
- PVC
- Sign Foam
- Sintra PVC
- Solid Surface
- StarBoard® (King StarBoard 'R') High Density Polyethylene Sheet (HDPE)
- Teflon®
- Thermoplastic Polyolefin (TPO)
- Trespa® Meteon®****
- Ultra High Molecular Weight Polyethylene (UHMWPE)
- Urethane
- Vinyl Flooring
- Wood
*Corrugated Plastics such as Correx refers to a wide range of extruded twinwall plastic-sheet products produced from high-impact Polypropylene resin with a similar make-up to corrugated fiberboard. They are used in a variety of applications including boat building packaging signage outdoor advertising and the production of pet cages.
**A soft plastic cardboard made with super soft super flexible PVC.
***Gatorfoam® Foam Board a polystyrene foam board bonded between two layers of Luxcell® wood-fiber veneer.
****Decorative high-pressure compact laminate (HPL) with an integral surface.
†Recommendation: Use the slowest suggested feed rates and the shortest bits necessary for cutting and routing Lexan™.
Benefits of Mirror-Finish:
- Razor sharp cutting edge
- Effortless chip removal
- Helps prevent chip re-welding
- Extends tool life
- Exceptional cut quality
- Dissipates heat well and
prevents melting
Maximum RPM: 35,000
Router collet reducer RB-102 (1/4 to 1/8) available for 1/8 shank bits.
![]()
Vectric compatible tool file for 51510 available for download, click here.
Solid Carbide CNC Spiral 'O' Flute, Plastic Cutting Speed and Feed Chart
 Download PDF
Download PDF
Product Questions
You will be best served to use the following formula as a starting point:\n\nFeed Rate = RPM X # of flutes X chip load. You may now choose an RPM rate that your machine would handle for example:
16,000 X 1 X 0.006
Feed Rate = 96 inches per minute.
Please feel free to contact us with any other questions.
